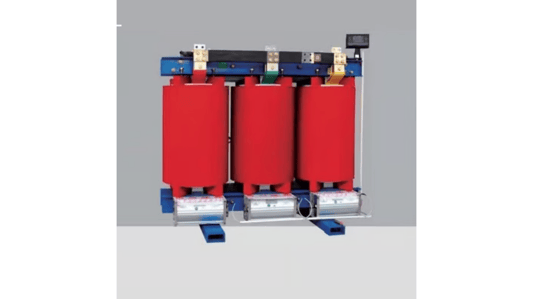
Introduction to Oil-immersed transformer Oil-immersed transformers are a type of electrical transformer where the core and coils are submerged in insulating oil. This design enhances the transformer's cooling and insulation properties, making it ideal for high-voltage applications. The insulating oil prevents electrical breakdowns and ensures efficient heat dissipation, contributing to stable operation and extended lifespan.Construction and Design FeaturesThe basic construction of an oil-immersed transformer involves a magnetic core wrapped with primary and secondary windings, all encased in a sealed tank filled with mineral or synthetic oil. This oil serves dual functions: it acts as a coolant and as an electrical insulator. Modern designs may incorporate conservator tanks and breather systems to manage oil expansion and moisture intrusion, further enhancing performance.Cooling Mechanism and Thermal ManagementOil-immersed transformers rely heavily on the thermal conductivity of the insulating oil for efficient cooling. Heat generated by electrical losses in the core and windings is transferred to the oil, which circulates either naturally (ONAN - Oil Natural Air Natural) or with the help of pumps and fans (ONAF - Oil Natural Air Forced). This effective thermal management is crucial in preventing overheating, ensuring operational safety and longevity.Types of Insulating Oils UsedTraditional mineral oil remains the most commonly used insulating fluid in oil-immersed transformers due to its excellent dielectric strength and cost-effectiveness. However, alternatives such as synthetic esters and natural esters are gaining popularity for their superior fire resistance and environmental benefits. The choice of oil impacts transformer durability, environmental safety, and fire hazard classification.Advantages Over Dry-Type TransformersOil-immersed transformers offer several benefits compared to dry-type transformers. Their superior cooling abilities allow for higher power ratings and smaller size relative to comparable dry types. Additionally, oil-immersed transformers typically have better overload capabilities and longer service life, making them suitable for harsh outdoor and industrial environments.Common Applications and Industry UsageThese transformers are extensively used in power distribution networks, industrial plants, and renewable energy installations. Their robustness makes them the preferred choice for substations and transmission lines. Oil-immersed transformers also play a critical role in stepping voltage levels up or down safely and efficiently across a wide range of electrical systems.Maintenance Requirements and PracticesRoutine maintenance is essential to ensure optimal performance of oil-immersed transformers. Regular oil testing is conducted to detect contamination, moisture content, and dielectric breakdown voltage. Periodic inspection of bushings, gaskets, and cooling systems helps prevent leaks and corrosion. Proactive upkeep mitigates risks of failure and extends the transformer’s operational life.Potential Risks and Safety ConsiderationsDespite their effectiveness, oil-immersed transformers pose specific safety risks primarily related to oil flammability and potential leakage. Proper installation, adequate fire protection measures, and effective oil handling protocols are critical. Monitoring devices such as Buchholz relays detect incipient faults early, improving safety and reducing downtime.Environmental Impact and SustainabilityOil-immersed transformers, especially those using mineral oil, raise environmental concerns due to the risk of oil spills and disposal challenges. Advances in biodegradable insulating oils and improved recycling methods are helping reduce their ecological footprint. Sustainable practices in transformer manufacturing, operation, and end-of-life management are increasingly prioritized in the industry.Future Trends and InnovationsEmerging technologies in oil-immersed transformer design focus on enhancing efficiency, reducing size, and improving environmental safety. Developments include nanofluid-based insulating oils, smart monitoring systems with IoT integration, and advanced materials for insulation and cooling. These innovations aim to meet growing energy demands while minimizing ecological impact and operational costs.Quote Inquirycontact us